
Druk 3D nie polega na „drukowaniu” w tradycyjnym sensie, tylko na precyzyjnym budowaniu obiektu warstwa po warstwie. Zrozumienie, jak działa drukarka 3D, pomaga od razu lepiej ocenić, kiedy ta technologia naprawdę oszczędza czas, a kiedy wymaga cierpliwości, poprawnych ustawień i kilku prób. Poniżej rozkładam cały proces na proste etapy, pokazuję różnice między technologiami i wyjaśniam, gdzie najczęściej pojawiają się błędy.
Najważniejsze fakty o druku 3D w skrócie
- Obiekt powstaje z modelu 3D, który slicer zamienia na cienkie warstwy i instrukcje dla maszyny.
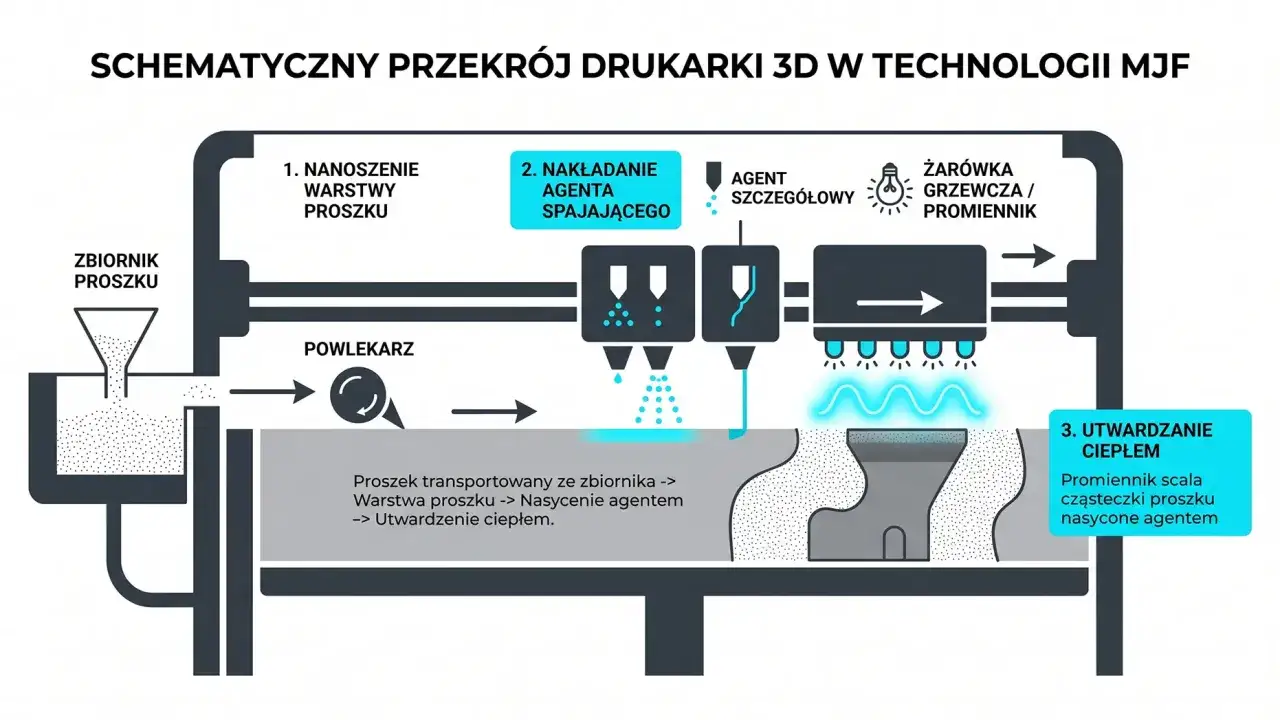
- W FDM topi się filament i odkłada go dysza, w SLA/DLP światło utwardza żywicę, a w SLS laser spieka proszek.
- Jakość wydruku zależy nie tylko od samej drukarki, ale też od orientacji modelu, podpór, temperatury i pierwszej warstwy.
- FDM jest najpraktyczniejsze do domu i prototypów, SLA daje najlepszy detal, a SLS sprawdza się przy bardziej technicznych częściach.
- Najczęstsze problemy to słaba adhezja, zbyt wysoka temperatura, wilgotny materiał i źle dobrane podpory.
- W modzie i designie druk 3D przydaje się do prototypów akcesoriów, biżuterii, ozdobnych detali i krótkich serii elementów.
Na czym polega przyrostowe budowanie obiektu
Najkrócej mówiąc, drukarka 3D nie wycina kształtu z bryły materiału, tylko dokłada go tam, gdzie jest potrzebny. To właśnie dlatego mówi się o wytwarzaniu przyrostowym. Taki sposób pracy daje dużą swobodę geometryczną: da się tworzyć formy z pustkami w środku, kanałami wewnętrznymi, złożonymi przejściami i detalami, których klasyczna obróbka często nie lubi.
W praktyce cały proces zaczyna się poza samą maszyną. Najpierw powstaje model w programie CAD albo trafia do nas jako gotowy plik 3D, zwykle STL, 3MF lub OBJ. Potem wchodzi slicer, czyli oprogramowanie, które „tnie” model na poziome warstwy i zamienia go na instrukcje dla urządzenia. Te instrukcje mówią drukarce, gdzie ma się poruszać, z jaką temperaturą pracować i jak szybko odkładać materiał.
To ważne, bo od tej chwili projekt cyfrowy staje się serią decyzji technicznych. Grubość ścianek, liczba obrysów, wypełnienie, podpory i orientacja modelu przestają być teorią. Ja patrzę na to tak: w druku 3D nie wygrywa ten, kto ma tylko ładny model, ale ten, kto dobrze rozumie, jak ten model „czyta” maszyna. Kiedy to się zrozumie, następny krok staje się dużo bardziej intuicyjny.
Jak wygląda proces od modelu do gotowego wydruku
Sam wydruk to nie jeden klik, tylko kilka logicznych etapów. Im lepiej je rozumiesz, tym mniej zaskoczeń pojawia się po drodze. Dla mnie najważniejsze są cztery momenty: przygotowanie modelu, cięcie na warstwy, właściwy druk i obróbka końcowa.
1. Przygotowanie modelu
Na tym etapie sprawdza się grubość ścianek, zamknięcie bryły i sensowność geometrii. Zbyt cienkie elementy potrafią zniknąć po wydruku, a skomplikowane nawisy wymuszą podpory, których później trzeba się pozbyć. Jeśli obiekt ma być funkcjonalny, warto od razu myśleć o tolerancjach, czyli niewielkich luzach między częściami, bo druk 3D nie oddaje wymiarów idealnie co do mikrometra.
2. Cięcie na warstwy
W slicerze ustawiasz parametry, które realnie decydują o jakości. Wysokość warstwy wpływa głównie na oś Z, czyli pionową dokładność. Przy dyszy 0,4 mm sensowny zakres dla FDM to zwykle około 0,12-0,28 mm, a maksymalna wysokość warstwy nie powinna przekraczać mniej więcej 80 procent średnicy dyszy. Dla 0,4 mm to około 0,32 mm. Z kolei cienkie warstwy, choć wyglądają efektownie, nie zawsze dają proporcjonalny zysk jakości, a czas druku potrafi wyraźnie wzrosnąć.
W tym samym miejscu ustawiasz też wypełnienie, czyli infill. To wewnętrzna struktura modelu, która nie musi być pełna. Przy prototypach często wystarcza 10-25 procent, ale przy części funkcjonalnej większe znaczenie mają obrysy, czyli perimeters. Jeśli element ma być mocniejszy, lepiej dodać kilka ścianek niż bezmyślnie pompować samo wypełnienie.
3. Druk warstwa po warstwie
W FDM materiał jest podawany z rolki filamentu do hotendu, gdzie topi się w rozgrzanej dyszy i jest odkładany na stół roboczy. W SLA lub DLP światło utwardza żywicę, a w SLS laser spieka proszek. W każdym z tych przypadków liczy się precyzja ruchu i powtarzalność kolejnych warstw. Nawet niewielkie odchylenie na początku potrafi zepsuć kilka godzin pracy.
Jeśli model ma wysokie nawisy, drukarka nie zbuduje ich „w powietrzu”. Potrzebne są podpory albo inna orientacja modelu. To jeden z tych momentów, w których doświadczenie naprawdę się opłaca. Często wystarczy obrócić obiekt o kilkanaście stopni, żeby skrócić czas druku i zmniejszyć liczbę podpór bez pogorszenia jakości.
Przeczytaj również: Zapomniane hasło WiFi - jak odzyskać na każdym sprzęcie
4. Obróbka końcowa
Po zakończeniu drukowania obiekt rzadko jest jeszcze gotowy do użycia. FDM zwykle wymaga zdjęcia podpór i czasem lekkiego szlifowania. SLA i DLP potrzebują mycia z resztek żywicy oraz doświetlenia UV, bo dopiero wtedy materiał osiąga docelowe właściwości. W SLS trzeba usunąć nadmiar proszku. To właśnie dlatego czas „od projektu do gotowego elementu” bywa znacznie dłuższy niż sam czas pracy maszyny.
Ten etap zamyka cały łańcuch, ale nie wyjaśnia jeszcze, dlaczego jedne drukarki nadają się do detalu, a inne do dużych części użytkowych. Do tego potrzebne jest porównanie technologii.
Czym różnią się najpopularniejsze technologie
W teorii wszystkie drukarki 3D robią to samo: budują obiekt warstwami. W praktyce różnią się materiałem, sposobem utwardzania i poziomem wygody. Ja zwykle patrzę na nie przez pryzmat tego, co ma powstać: szybki prototyp, precyzyjny detal czy mocniejsza część techniczna.
| Technologia | Jak działa | Mocne strony | Ograniczenia | Najlepsze zastosowanie |
|---|---|---|---|---|
| FDM/FFF | Topi filament termoplastyczny i odkłada go przez rozgrzaną dyszę. | Niski próg wejścia, duży wybór materiałów, dobre do większych elementów. | Widoczne warstwy, podpory, niższa precyzja detalu niż w żywicy. | Prototypy, obudowy, uchwyty, elementy użytkowe. |
| SLA/DLP | Utwardza żywicę światłem UV, punktowo lub całymi warstwami. | Bardzo dobry detal, gładka powierzchnia, świetne małe elementy. | Mycie, doświetlanie, większa wrażliwość na proces postprodukcji. | Biżuteria, figurki, wzory do odlewu, precyzyjne detale. |
| SLS | Spieka laserem proszek, najczęściej nylonowy. | Brak podpór, dobra wytrzymałość, duża swoboda kształtu. | Wyższy koszt, bardziej przemysłowy charakter, wymagany porządny post-processing. | Części techniczne, krótkie serie, elementy funkcjonalne. |
Jeśli miałbym to uprościć jeszcze bardziej, powiedziałbym tak: FDM wygrywa prostotą i uniwersalnością, SLA daje najlepszy efekt wizualny, a SLS jest najmocniejszy tam, gdzie geometria jest trudna i nie chcesz podpór. Właśnie dlatego nie ma jednej „najlepszej” drukarki 3D. Jest tylko najlepsza do konkretnego zadania.
To rozróżnienie szczególnie dobrze widać tam, gdzie liczy się szybkie przejście od szkicu do próbki. I tu dochodzimy do zastosowań, które są bardzo bliskie projektowaniu mody i designu.
Gdzie druk 3D naprawdę przydaje się w modzie i designie
Na portalu o modzie łatwo byłoby ten temat zepchnąć do kategorii technologicznych ciekawostek, ale to byłby błąd. W projektowaniu ubrań, dodatków i akcesoriów druk 3D ma bardzo praktyczne zastosowanie, bo pozwala błyskawicznie przejść od pomysłu do fizycznego testu. Zamiast czekać na formę, odlew albo zewnętrzną produkcję, można sprawdzić proporcje od razu na stole projektowym.
- Prototypy klamer, zapięć i okuć - tutaj FDM często wystarcza do sprawdzenia wymiarów i ergonomii.
- Biżuteria i ozdobne detale - SLA daje gładką powierzchnię i drobne elementy, które dobrze wyglądają nawet bez długiej obróbki.
- Elementy do butów i akcesoriów - przy bardziej technicznych częściach liczy się wytrzymałość, więc lepiej patrzeć w stronę mocniejszych materiałów.
- Wzory do odlewu - druk 3D pozwala szybko zrobić master model, zanim powstanie finalna wersja w metalu czy tworzywie.
- Sceniczne i pokazowe dodatki - awangardowe formy, których nie da się łatwo zdobyć z gotowej półki, można dopasować do konkretnej stylizacji.
W modzie najcenniejsza jest szybkość iteracji. Jeden projekt można poprawić kilka razy w ciągu dnia, zamiast czekać tygodniami na zewnętrzną realizację. To zmienia sposób pracy: nie projektuje się „na ślepo”, tylko testuje, poprawia i dopracowuje detal w realnej skali. Właśnie dlatego druk 3D tak dobrze wspiera współczesne wzornictwo, a nie tylko przemysł techniczny.
Skoro już widać, gdzie ta technologia pomaga, warto też uczciwie powiedzieć, co najczęściej ją psuje. Bo większość problemów nie wynika z samej maszyny, tylko z kilku powtarzalnych błędów.
Co najczęściej psuje wydruk i jak tego uniknąć
Największy błąd początkujących polega na tym, że traktują drukarkę 3D jak urządzenie „wrzuć plik i zapomnij”. Tymczasem nawet dobry model może się nie udać, jeśli zawiedzie kalibracja, temperatura albo orientacja części. Z mojej perspektywy najczęściej problemem jest nie jeden dramatyczny błąd, ale kilka drobnych niedopatrzeń, które razem dają słaby wynik.
- Pierwsza warstwa nie trzyma - sprawdź poziom stołu, czystość powierzchni i temperaturę. Bez dobrej adhezji reszta wydruku przestaje mieć znaczenie.
- Model odkleja się w połowie - zwiększ przyczepność, zwolnij pierwsze warstwy i nie oszczędzaj na kalibracji.
- Nitkowanie i gluty - najczęściej winna jest zbyt wysoka temperatura, źle ustawiona retrakcja albo wilgotny filament.
- Pękanie między warstwami - to zwykle za niska temperatura, zbyt szybkie chłodzenie albo zbyt ambitny materiał w nieodpowiednich warunkach. ABS lubi stabilniejsze otoczenie niż PLA.
- Za słaba część - nie zwiększaj od razu samego wypełnienia. Najpierw dodaj obrysy, bo to one często robią większą różnicę niż samo infill.
- Brudny lub lepki wydruk żywiczny - SLA i DLP wymagają mycia i doświetlenia. Bez tego gotowy element zwykle nie pokazuje pełnej jakości.
Warto też pamiętać o materiałach. PLA jest najłatwiejsze na start i zwykle drukuje się je w okolicach 210-215°C na dyszy oraz około 60°C na stole. ABS wymaga wyższych temperatur, często około 255°C na dyszy i 80-110°C na stole, a przy większych modelach pomaga zamknięta komora. Jeśli filament był przechowywany w wilgoci, nawet dobre ustawienia nie uratują powierzchni przed szorstkością i nieregularnym podawaniem.
To właśnie ten zestaw drobiazgów najczęściej decyduje o tym, czy druk działa przewidywalnie. Na koniec zostaje już tylko kilka rzeczy, które warto sprawdzić, zanim puścisz pierwszy sensowny model.
Co warto sprawdzić przed pierwszym wydrukiem
Jeśli miałbym sprowadzić cały temat do praktyki, powiedziałbym tak: wybieraj technologię do zadania, a nie odwrotnie. FDM wystarczy do wielu prototypów, SLA lepiej obsłuży detal, a SLS ma sens wtedy, gdy geometryczna swoboda i wytrzymałość są ważniejsze niż niski koszt wejścia. Taki dobór oszczędza więcej czasu niż ciągłe poprawianie niepasującego procesu.
- Sprawdź, czy model jest zamkniętą bryłą i ma sensowne grubości ścianek.
- Ustaw orientację tak, by ograniczyć podpory i poprawić estetykę ważnych powierzchni.
- Nie zaczynaj od bardzo cienkich warstw, jeśli nie potrzebujesz ekstremalnego detalu.
- Traktuj pierwszą warstwę jak fundament całego procesu, bo bez niej reszta jest tylko teorią.
- Jeśli element ma pracować mechanicznie, myśl o perymetrach, a nie tylko o wypełnieniu.
Ja patrzę na druk 3D jak na połączenie projektu, materiału i ustawień maszyny. Kiedy te trzy rzeczy są dobrze zgrane, technologia potrafi być zaskakująco precyzyjna i użyteczna. Kiedy jedna z nich zawiedzie, problem zwykle nie leży w samej drukarce, tylko w decyzjach podjętych wcześniej.